



- Way of bobbin changing: put the bobbin in the inside of the creel in advance, change the bobbins collectively through driving and turning off an endless chain.
- Both sides of the creel is in V shape, adopting turning outside yard guide type to guide yarn, no yarn caring plate, so the yarn functioning freely and no yarn friction.
- Breakage and monitoring: single spindle photoelectricity inspection, even the fine count yarn is also inspected accurately.
- The broken end electrical display per spindle row can show the row and the layer where ends are broken. It facilitates the handling of broken end and improves the production efficiency.
- The yarn number preview function is provided. Press the preview and implement the beaming. Then the total yarns distributed from bobbins will be shown for beaming. Compare it with the process setting and start the beaming only when two values are identical.
- The tension difference in the back creel and front creel can be reduced by adjusting the angle through the tension roller. The minimum yarn difference can be gained through this way. Another function of the tension roller is to unfasten the ties when starting the machine again, which stops when unreeling at high speed. It is good for high speed unreeling.
- In order to avoid the yarn looseness when reducing the speed, every spindle has yarn clamp device, which can add soft brake to the yarn when starting and stopping.
- Yarn cutting: manual, or power driven
- De-duster: intermittent air blast.
- Independent control casing is installed in front of the creel
Simple and practical package loading
As the thread is neither broken or knotted on lot changing. It is simply a matter of placing the package on a spindle with retaining disks
Cut off device
The yarn cutter can cut off yarn upon the change of yarn batch. The yarn cutter is provided with the electrical blade and cuts off all yarns with movement of creel in one cycle. (patented technology)
First rate warp quality
The basis of the outstanding warp quality is a low and uniform thread tensile force and the free yarn route. The low tension level results in a gentle yarn draw off and minimal end break frequency, positively influencing the subsequent sizing and weaving operations.
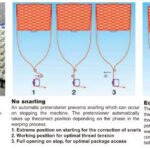
No Snarling
an automatic pretensioner prevents snarling which can occur on stopping the machine. The pretensioner automatically takes up the correct position on the phase in the warping process
- Extreme position on starting for the correction of snarls
- Working position for optimal thread tension
- Full opening on stop, for optimal package access
Equalized thread tension
The pretensioners installed by our automatically compensate for the thread tension differences occurring due to the variation in thread length from the rearmost to the foremost package, permitting a uniform thread tension and winding over the entire warp width. The automatic pretensioner is set so that a corresponding wrap compensates the difference in tension between the front and rear threads.
